
Фрезы по дереву: тонкости производства
Главные требования деревообработчиков к станкам и инструменту — все они должны быть очень высокого качества, рассчитаны на длительный срок эксплуатации и способны перерабатывать большие объёмы древесины. Добиться высокого качества и точности обработки плоских и профильных поверхностей помогают правильно подобранные фрезы, изготовленные в соответствии с высшими стандартами качества.
О ключевых характеристиках этих важных деталей деревообрабатывающего оборудования рассказывают специалисты Kvarnstrands — компании, которая основана в 1945 году и специализируется на производстве высококачественного режущего инструмента, применяемого в различных отраслях промышленности.
Сплав определяет прочность
Эксплуатационные характеристики готового изделия во многом зависят от материала, из которого он изготовлен. В случае с фрезами важно учитывать уровень нагрузок на корпус инструмента, устойчивость режущей кромки к затуплению, эффективность резания, способность быстрого отвода тепла от режущей кромки на корпус фрезы (особенно это касается цельных фрез).
Их корпуса могут быть как стальными, так и дюралевыми. Если у станка нет специальных систем для механизации процесса замены режущего инструмента, то лучшим решением будет инструмент из дюралевых корпусов. Такие инструменты в три раза легче стальных и нисколько не уступают в надёжности. Тем не менее в производстве фрез для деревообработки чаще всего используют высоколегированные стали со специальными компонентами, усиливающими те или иные свойства сплава.
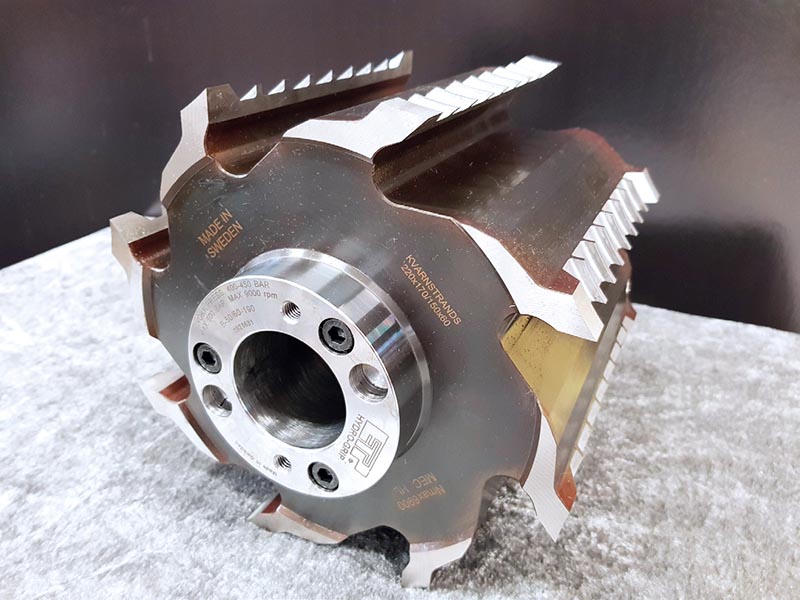
Если речь идёт о фрезах со сменными ножами (например, фуговальные фрезы с гидрозажимом), то корпус может быть облегчённого исполнения из специального сплава ALU или ALUMEC, изготовленного по особой технологии. Современные разработки сталелитейных заводов обеспечивают прочность и надёжность инструмента. Это важно, поскольку в ассортименте деревообрабатывающего оборудования есть высокоскоростные модели, которые дают большую нагрузку на режущие элементы.
Например, Kvarnstrands производит инструмент для самых скоростных строгальных станков, где скорость подачи заготовки достигает 1200 м/мин. Этим обусловлены высокие требования и к безопасности, и к эффективности процессов фугования или профилирования.
Надёжно зафиксировано
Самый надёжный из стандартных способов крепления насадного инструмента — гидрозажим. Гидрозажимные втулки могут быть как несъёмные — например, на фуговальных или профильных (со съёмными бланкетами) фрезах, так и съёмные, как на цельных заднезатылованных фрезах.
Наиболее трудоёмкая работа при установке фрезы на станок — выставление ножей в корпусе инструмента. Неправильная установка может привести к дисбалансу. При этом важно ещё и не потерять в точности, чтобы качество деревообработки не снизилось.
Kvarnstrands предлагает клиентам патентованные фуговальные гидрозажимные фрезы Raptor с рифлением на корпусе и фиксацией ножа с помощью двух винтов по торцам корпуса. Это позволяет избежать потери времени при затяжке винтов, а корпуса с количеством ножей не более 24 можно монтировать, не используя никакие дополнительные приспособления. Происходит очень быстрая и чёткая ротация ножей, а кроме того, зона переточки фуговального ножа увеличивается на 7-8 мм. Это обеспечивает не только экономию материала и времени, но и высокое качество поверхности готовой продукции.
По особой технологии
Отдельная категория фрез — цельные заднезатылованные, изготовление которых — задача не из простых, а потому под силу не каждому производителю. Помимо того, что их корпуса отливают из особой стали, производственный цикл включает процесс фрезерования заднезатылованной поверхности. Также эти фрезы проходят закалку по особой технологии.
Они имеют очень большую зону переточки, а потому реже затачиваются по сравнению с фрезами с напайными пластинами, поскольку тепло мгновенно отводится от режущей кромки по причине цельной конструкции и отсутствия промежуточного флюса между корпусом обычной фрезы и напайной пластиной.
При этом заточка проводится по передней грани, как и у всех других фрез, в автоматических, полуавтоматических и других станках. Главное — обеспечить надлежащее охлаждение затачиваемой грани.
«Установка на деревообрабатывающее оборудование таких фрез — очень выгодная инвестиция. Например, если обычная шестизубовая фреза с напайными пластинами для профилирования вагонки имеет срок службы один год, то цельная заднезатылованная фреза — 3-4 года. Кроме того, двухсоставные цельные фрезы обеспечивают сохранение профиля на протяжении всего срока службы фрезы —это очень важно», — подчёркивают специалисты Kvarnstrands.

Баланс превыше всего
Очень важный этап в производстве фрез — балансировка. От её результата зависит эффективность работы инструмента, качество готовой продукции и, что немаловажно, надёжность и долговечность работы шпинделя строгального станка. Высококачественный инструмент балансируют только динамически на самом современном оборудовании, а некоторые производители даже проводят эту операцию неоднократно на протяжении производственного цикла.
Шведские специалисты с сожалением отмечают, что в России деревообработчики очень часто недооценивают этот важный фактор, покупая дешёвый некачественный инструмент. В итоге после выхода из строя подшипников шпинделя они несут существенные финансовые потери из-за простоя оборудования и затрат на внеочередной ремонт. Проще сразу исключить этот и другие возможные факторы риска, установив на станок проверенный и качественный инструмент.
На правах рекламы
Kvarnstrands Verktyg AB, Storgatan 11, 574 50 Ekenässjön, Sweden / Швеция
www.kvarnstrands.com
www.kvarnstrands.ru
e-mail: igor.lapchenko@kvarnstrands.com
Офис: +46 36 35 12 61
Моб.: +46 72 55 388 38 WhatsApp, Viber
Нашли ошибку?
Выделите ее мышкой и нажмите Ctrl + Enter























Спасибо!
Теперь редакторы в курсе.