
В ногу со временем
Дорогую импортную технику приобретают, как правило, крупные предприятия. Они привлекают миллионные инвестиции, получают кредиты в банках. Малый и средний бизнес в лесной отрасли выживает как может. Для этого сегмента проблема модернизации стоит достаточно остро.

Ещё совсем недавно на малых предприятиях использовали ленточнопильные, круглопильные и рамные многопильные станки, доставшиеся в наследство от советской эпохи. У каждого из этих типов оборудования есть свои недостатки. У одних из-за динамических нагрузок в вертикальной плоскости снижается скорость распиловки и производительность. Другие проигрывают из-за большой толщины пил и напаек, которая приводит к снижению выхода готового пиломатериала. Третьи «страдают» тем, что выпускают доски разной толщины.
Сейчас, несмотря на все трудности, стабильно развивающиеся предприятия постепенно меняют оборудование на более производительное. Тенденция постоянного увеличение объёмов производства круглого леса и пиломатериала в России приводит к повышенной конкуренции, поэтому к продукции предъявляются более жёсткие требования. В таких условиях предприниматель рано или поздно оказывается перед выбором: либо закрываться, либо переоснащать производство, чтобы обеспечить необходимый уровень качества для рентабельности предприятия.
Идеальные формы
В последнее время многие деревообработчики при покупке нового оборудования склоняются к выбору дисковых станков. Этому есть несколько причин. Они позволяют изготавливать пиломатериал идеальной геометрической формы и, как показывают расчёты, обеспечивают максимальный выход продукции и не требовательны к квалификации персонала.

Двойная польза
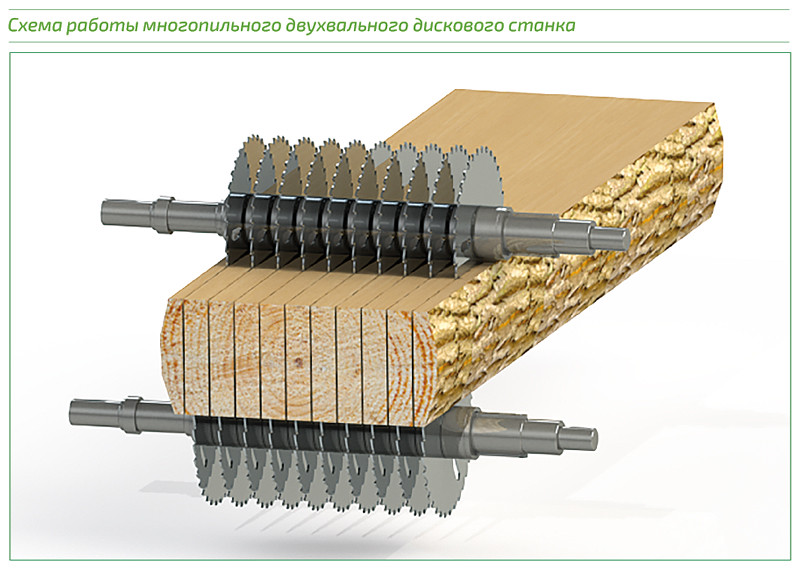
Распиловка крупных брёвен требует применения толстых пил большего диаметра, что значительно снижает выход пиломатериала. В этом случае гораздо эффективней использовать двухвальные станки со сдвоенным расположением валов. С их помощью удаётся значительно сократить количество отходов и увеличить объём пиломатериала. Дело в том, что у пил диаметром 600-700 мм при одновальном пилении толщина напайки (в среднем) составляет 5,1 мм, а у пил диаметром 350 мм при двухвальном пилении — 3,8 мм, то есть примерно на 25% меньше. Разница существенная.
На поток
Помимо количества пиломатериала, получаемого на тех или иных станках, огромную роль для производительности играет их объедение в одну линию (поток) с помощью механизации. Для этого на деревообрабатывающих предприятиях используют накопители брёвен с поштучной выдачей напрямую в станок или на приводную бревнотаску, автоматические отделители горбыля и досок, центрователи, приводные столы и сбрасыватели, системы удаления опилок и так далее. Перечисленное оборудования кардинально сокращает количество трудозатрат и, стало быть, объём издержек.
До недавнего времени комплексные лесопильные линии предлагали лишь зарубежные поставщики деревообрабатывающего оборудования. Большинство отечественных станкостроительных заводов мало заботилось о внедрении механизации и автоматизации, но сегодня, на волне роста доллара и европейской валюты, ситуация стала меняться. В ответ на появившийся спрос российские производители тоже начали предлагать комплексные решения технологических линий, в том числе и с переработкой вторичного сырья.
Текст: Юрий Архипов, ООО «Алтайлестехмаш»
Нашли ошибку?
Выделите ее мышкой и нажмите Ctrl + Enter























Спасибо!
Теперь редакторы в курсе.